伊勢のかまどの赤磨きについて
久住 章
10月31日、兵庫県篠山市、南後行氏の現場において伊勢の西川氏を迎え、かまどの赤磨きを行った。その時の感想について述べたい。
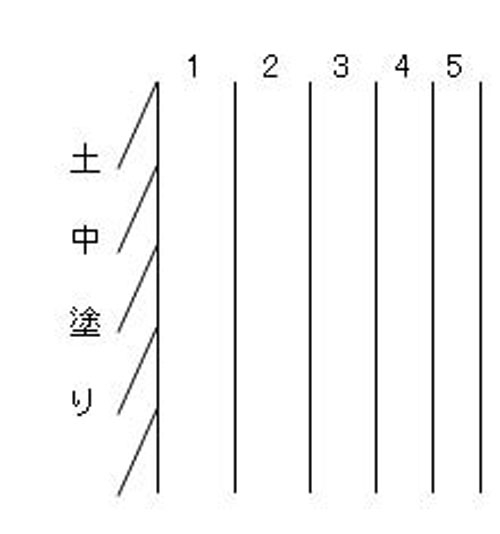
1 中塗土(砂8厘)
2 砂漆喰(砂8厘) のり無し 水捏ね
3 砂漆喰(砂3厘) のり無し 水捏ね
4 赤ノロ(砂80#) のり無し 水捏ね
5 赤ノロ(砂80#) のり無し 水捏ね
(詳しい調合については西川氏の記事参照)
以前より赤福の赤磨きに注目していた。私の思い込みにより大津で磨かれている物と思っていた。ところが、赤福の磨き工事に参加した淡路島の植田俊彦氏に聞くと、漆喰だというのである。しかも、下塗りから赤ノロまで砂入りの砂漆喰であるという。
植田氏が現場に出向いた時に材料は用意されていて、それを西川氏は漆喰と呼んでいた。我々にとっては漆喰とは、石灰・海苔・スサ・それに砂を混ぜて砂漆喰という。ところが西川氏に詳しく聞くと、下塗りから最後の赤ノロまで海苔はまったく混入せず、砂も左官用の砂でなく、真砂土に含まれた砂を使用するとのことであった。赤漆喰・黒漆喰ともに伊勢では海苔無しで仕上げるのが普通であると聞き、驚くばかりであった。
この伊勢型漆喰磨きの異質さについて考えてみる。
1.まず乾燥した土中塗の表面を軽く水ブラシにて打ち水を行う。
2.砂8厘の少し粘目の中塗土を薄く塗る。
通常漆喰の場合この土を塗ることはないが、伊勢型砂漆喰は海苔無しなので、水引きの加減のためと1回目の砂漆喰との接着を完全にすることを目的としているので、この土を「かっちゃく」というらしい。「かっちゃく」とは、くっつけるという方言と思われる。この「かっちゃく土」は「さくい」と磨き押えの折、浮きが生じたり、めくれあがる。ねば過ぎると仕上げにヒビが出る。かまどの大きさ面積や形による作業性により塗厚を少し変える。この中塗土の苆は普通の形状で特にやわらかい物でなく、仕上がった表面に形が出ないか心配したが、次の砂漆喰が厚いのでまったく問題はなかった。
この中塗土の水が少し引き、次の砂漆喰が混じり合わない程度まで押えた後、砂漆喰を塗る。この砂漆喰の砂は左官用の砂でなく、少し泥分のある真砂土を8厘でふるった物である。これに似た材料は「伊賀の鉄壁」に使用される「灰中」である。
「灰中」とは、石灰・粘土・砂・粗目のみじん苆もしくは白雪苆を調合した物である。伊賀の灰中は粘土が多いので水持ちが良くそれのみで接着するが、伊勢の砂漆喰には粘土は入っておらず、真砂土に含まれたわずかな泥分のみでこれを直接乾燥した土中塗の下地に塗ると吸水が早く作業性が悪く、はく離する恐れもあるので8厘の砂の入った中塗土「かっちゃく土」塗りで水を持たせて砂漆喰を塗る物と思われる。
今回の現場では砂漆喰は1回目は8厘、2回目は3と真砂土を細かくする。(本式の工法は西川氏の記事参照)
・1回目 砂漆喰
石灰・・・10
真砂土(8厘)・・・10
マニラ苆・・・適量
・2回目 砂漆喰
石灰・・・10
真砂土(3厘)・・・3
ベンガラ・・・少量
白雪苆・・・適量
この真砂土は土地によって泥分の量が違うが、特に粘度の高い真砂土というのはない。その中でも伊勢の真砂土はかなり泥分が少なく砂に近い。しかし共通してこの砂粒は指で押えるとつぶれる。このつぶれるということがかなり重要であるらしい。
・赤ノロ(容積比) 2回塗
石灰・・・6
ベンガラ・・・3
真砂土80#・・・1
最後に赤ノロを塗る。普通、海苔入り漆喰のノロに砂を入れることはない。また、大津の引き土・伊賀鉄壁の引き土は、ヒビ割れ防止に紙苆を混入するがやはり砂を入れる習慣は無い。漆喰では海苔、大津・鉄壁では粘土が鏝のすべりを助け艶を出やすくしているが、この赤ノロはつぶれる80#の真砂土が鏝すべりを助け、艶が出る役割を果たしている。
この技法に一番近い漆喰磨きは、アフリカモロッコで施工されているタドラック(フランス語)である。これは粉末型消石灰にやわらかい骨材を混入し3~5mmの厚さに塗り、木ゴテで押さえつぶし次の日、石鹸水を塗り、4mm角の磨かれた石で押さえつぶすように廻しながら仕上げて、艶を出す仕上げである。この塗り厚で苆なしでヒビが入らないために骨材を混入するが、この骨材がやわらかくつぶれることで収縮を軽減し、なおかつ艶も出る。両者に共通するのは表面をつぶす点にある。
初期、中期の段階では骨材をつぶしながら、こなし鏝で押えていくが、こなし押えの終期には布もしくはスポンジで表面をこすりながら色むらを消し、表面乾燥を防ぎながら押え続ける。なぜ常に布やスポンジで拭き続けるのか。これにより、大津磨きや普通漆喰磨きとは違う現象が表面に現われる。
西川氏によると、「下地に水分が充分ある間では、いくら鏝で押えても表面密度が上がらず艶が出てこない。にもかかわらず、表面の石灰が空気中の二酸化炭素と反応して結晶化が進み艶が出にくい状態になるのではないか。それを防ぐために表面の結晶化をたえず布やスポンジではらいつつ、水分を飛ばしながら表面密度を高め、艶を出す方法である」と考えている。
一方、鏝の種類や使い方について淡路島の植田俊彦氏の提案について説明する。元々、伊勢の西川氏はかまどの肩の丸い部分に中首のり土鏝を使用していたが、かなり無理に曲げて押えるので、しお首の部分が折れやすいのを実感して、植田氏が三木の鏝鍛冶に注文して大型の元首波消しをかまど用磨き鏝に改良した。
これも3種類の腰加減の違う鏝を用意し、サイズの違う肩丸に対応している(丸い部分にグニャリと曲る)。また、三重県鈴鹿の松木憲司氏は、平面に近い二次曲面用に二方向にしなる(実際はゆるやかな三次曲面にも使用可能)引き鏝を考案し、篠山の現場に持って来られた。
かまどは東西を問わず変形した形が多く、出丸の形状がさまざまで通常の押鏝タイプでは対応が難しい。
本焼鏝こなし押えの後トノコ打ちを行い、それをスポンジにて拭き取り、最初の磨き押えは鏝の刃を立て押えるというより、軽くこする動作を数多く繰り返す。この軽くこする動作により、強く押える動作に比べて3倍以上表面をこすることになる。
短時間に同じ場所を多くこすり、軽く押えることによってかまどの表面が乾き、鏝がすべるような感じになる。その瞬間に、エッジを立てて、力強く押さえても、表面には傷が付きにくく、下からの艶がさらに出やすくなる。
この現象を具体的に発見したのは植田氏である。発見というのは一つの現象をより具体的に言葉や文字・数字に表すことであり、「なんとなくそんな気がする」というのは発見の糸口にはなるが、発見とはいえない。
もう一つ特徴的な方法は、磨き用柳葉の腹でかまどの丸い肩の部分をカチカチとたたきながら少しずつ押えてたたきこすり、艶を出す。これは普通に磨き押えするより艶も出るし、わずかにデコボコした個性的な文様をともなう。これもアフリカモロッコのタドラックに少し似た文様でなかなか風情がある。そして最後に手こすりで艶を出す。
以上で大まかに説明をしたが、とりわけ磨き仕上げに共通した手法として、布もしくは スポンジを最初に使い始めたのは、伊賀上野の多羅尾氏である。彼は伊賀の鉄壁においてスポンジを雑布もどしに使用し、そしてビロードの替りとして目の細かいスポンジで艶出しを行うなど、15年前から使用している。私(久住章)自身も漆喰黒磨きのトノコ打ちの際使用している。つまり似たような技法においては似たような現象が起き、似たような道具で似たような技法にたどりつくことになる。
仕上げ後、翌日、翌々日になっても露は浮かない。普通3~5mmも漆喰を塗り磨くと、とめどもなく露が浮き出る。やはり海苔無し漆喰が浮露を防いでいるのかもしれない。海苔は多いほど水分を蒸発させる通気穴が少なくなり、その少ない通気穴に水分が集中するため、蒸発限界を越えて露になる。(実際には実験が必要)
露問題を解決するには伊勢型漆喰は理想といえる。この伊勢型漆喰を個人的には「伊勢磨き」と呼びたい。
兵庫県篠山市で3年前より行われている左官と鏝鍛冶の交流会がはじまって以来、磨き壁に対する関心が高まり大勢の職人が交流会での技法を持ち帰り、日々研究していることを聞く。特に篠山市の南俊行氏、淡路島の植田俊彦氏、伊勢の西川和也氏、三重県鈴鹿の松木憲司氏、東京の小沼充氏、湯河原の長田幸司氏らはお互いに協力しあって仕事を進めている。
今回の篠山市の南後行氏のかまど造りもそういう流れの中で、お互いの研究成果を出し合い一つ一つの技法がより高度に確かな物に、なによりも「素材・道具・技術と形や仕上げ」がいかにバランスよく関係づけられているかが総合的に認識されるなど、今までの左官職人にはなく短期間で成果を生み出している。
上記に記載した方法論は一見化学的に考え分析されたように書かれているが、そうではない。化学的に専門能力も分析設備もなく、「たぶんこうではないか」という空想から始まっている我々職人の貧しいがもてる限りの物理的知識と、たとえ知ったかぶり的であっても常に意識しながら技術を見つめる姿勢が必要である。
また、磨き大津・漆喰磨き・伊賀の鉄壁・赤福磨き・土佐漆喰磨きの伝統的磨き壁の方法論が白日の元にさらされ、それぞれの親方から受け継いできた技術に疑問やとまどい、改良すべき点など、議論が高まっている。
とりわけ技術を隠さず公開する理想的職人観が全国に広まり、我々業界の可能性を拡大させていることが未来を明るい物にしている。こんな状況はたぶん左官業界始まって以来であると思われる。個人の多大な努力によって生まれた成果は経済的に報いを受け賞賛されるべきは当然であるが、いつまでも個人の欲望に閉じ込めず個人の努力が社会に還元されてこそ、高き志を持つ職人といえるだろう。


 前のページへ
前のページへ 次のページへ
次のページへ